Indoor sandblasting in a special sandblasting booth or sandblasting room, is an alternative to chemical stripping or outdoor blasting, and is becoming increasingly popular across a wide range of industries. An abrasive blast room is the core to any modern abrasive blast system. Confining the blasting operation to a controlled clean environment enables efficient abrasive recycling.
By removing rust, old coatings, and other surface materials, blasting allows new coatings to better adhere to surfaces. Blast cleaning is environmentally friendly, eliminates chemical disposal costs, reduces toxic chemical exposure, and allows companies to schedule production regardless of the weather conditions, time of day, or other activities and processes occurring nearby. This versatile process can also allow for significant cost savings; in fact, one blast facility can pay for itself in just a year.
Abrasive blast systems depend on modern, well-designed blast rooms to ensure a confined, controlled, and clean environment for abrasive recycling. Whether removing an existing coating or prepping a surface for a new coating, optimal surface preparation with the use of air compressors is crucial.
Abrasive blasting rooms also have many sizing and material-preparation requirements. Some factors to be taken into consideration include the size and weight of the largest workpiece, the material handling method, the hours spent blasting, and the base materials. And, depending on the size of the largest workpiece, four to five feet must be added to the width and length of the room. The height of the room is also determined by the largest workpiece, but material handling plays a significant role in that aspect.
The size of the largest piece will determine the dimensions of the blast room enclosure. The width of the room is determined by adding four to five feet on each side of the workpiece. This space is required for the blast operator to maneuver around the part and blast the part from various angles.
The height of the blast room is also determined by the workpiece height, but the material handling of the part must also be considered. For example, if a work car on a track is the material handling method, then the height of the work car must be taken into consideration to determine proper clearance of the blast room roof panels. Again, a four- to five-foot clear area will be required for the blast operator or up to seven feet clear if the operator will walk on top of the part while blasting (e.g. a tank in the railcar industry).
The length of the blast room is determined by adding four to five feet on each end of the workpiece to allow for operator clearance.
Ventilating a blast room can be done by three different methods of air-flow design. The three air-flow designs are "down-draft," "end-to-center," and "cross-draft" ventilation.
Proper ventilation of blast rooms is also crucial. There are three different airflow options to achieve this:
Down-draft
End-to-center
Cross-draft
The best ventilation method will depend on the specific abrasive being used in the blast room.
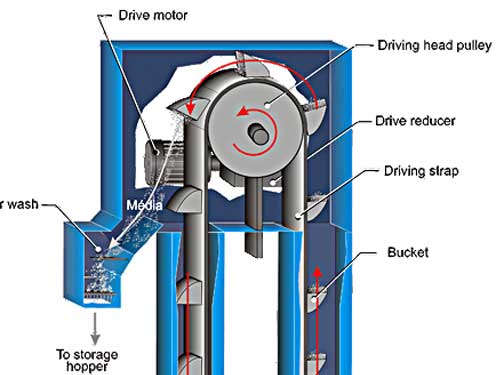
Cross-draft ventilation is very popular because it is the most economical method. It’s also important to remember that the calculation for the dust collector size is measured by the width of room times the height of room times the cross-sectional airspeed in feet/minute (fpm) equals the total airflow in cubic feet/minute (cfm). The reclaim system also adds air volume to the dust collector; this will range between 500 to 1200 cfm, meaning the resultant dust collector needs to be sized for 12,800 cfm + 500 cfm, which makes a total of 13,300 cfm. The mechanical screw floor — with a belt and bucket elevator, rotary scalping drum, and air-wash separator — is the most efficient reclaim floor system. Single screw, H-shaped, U-shaped, and full reclaim are the four different design options available.
It’s also important to consider the return on investment (ROI) when building a blast room facility. The amount of blasting done over a given period and the number of employees required both will influence blast room decision-making. Additionally, selecting the proper abrasive requires a thorough consideration of all of the parts that will be blasted. For example, mineral abrasives break down faster than steel grit abrasives but allow for greater flexibility for various blasting needs. Disposal costs also need to be factored in and can vary greatly depending on material and volume.
Dust collection systems are critical components in abrasive blast rooms. These days, reverse pulse cartridge dust collectors are standard since they feature a reliable exhaust motor that brings air out of the space and traps it in filters. These collectors also have a reinforced pleated paper, which increases filter efficiency and reduces the size requirements of facility dust collection systems. Proper maintenance, such as occasionally removing the dust on the cartridge, is also important. However, some modern technology allows for self-cleaning via brief, reversed airflow. Pulse-sensing technology can differentiate pressure between clean and dirty sides of filters. Dust collectors must generate 50 feet per minute of airflow through the enclosure. Rates of up to 100 fpm may even be required for dusty material or the production of hazardous materials.
Whether you need to remove abrasive material from the inside of a tank car or smaller crevices or containers, vacuum recovery should be included in your plan. Blast media reclaimer systems should be carefully analyzed since efficient recovery systems are crucial for minimizing cleanup time and overall project costs. Efficient catching of the media for delivery to a recovery point and reliable transportation of the media to a cleaner area is critical for proper performance.
Manufacturers and distributors of these systems often offer various recovery solutions for full or partial floor area installations. Because there are no moving parts, pneumatic recovery systems work well with light media such as agriculture, plastic, glass beads, and aluminum oxide. The mechanical floor allows for lower purchase and installation costs and utilizes pneumatic power; it also features a ladder-like arrangement of steel vanes for power.
Screw floors are generally used for steel grit and shot. Although they are more expensive and require more excavation, they are best at moving the heaviest abrasives.
Sweep-in systems mandate periodic shutdowns for cleanup and can be ideal for infrequent or aperiodic blasting needs. These floors utilize rocking technology to move abrasives and dust to a crossover pan or screw conveyor.
Workplace handling systems are perhaps the most important aspect of industrial blasting facilities. Forklifts, rail-mounted work cars, monorails, and other transportation devices and equipment can all be worked on in blast facilities. For parts over 5,000 pounds, adjustments can be made if you notify your distributor beforehand. They can also accommodate load-bearing floors and heavy-duty floor grates, depending on your needs. Explosion-proof panels must be specified in quote requests, as these panels require special power components. Be sure to work with a trusted distributor of surface preparation equipment and ensure that your blast facility meets standard blast room control panel regulations, including NEMA-12.
Zostaw wiadomość


 English
English  français
français  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  ไทย
ไทย  Polska
Polska  română
română