Shot blasting machine is a kind of processing technology that throws steel grit and steel shot on the surface of material object at high speed through shot blasting device. It’s faster and more effective than other surface treatment technologies, thereby retaining parts or casting processes after stamping.
The production of shot strengthening equipment for QINGGONG MACHINERY Shot Blasting Machinery began in the 1950s, the technology were mainly based on the former Soviet Union at early stage.
Shot blasting machine can be used to remove burrs, diaphragms, and rust, which may affect the integrity, appearance, or definition of parts of an object. The shot blasting machine can also remove surface contaminants on a partially coated surface and provide a surface profile that increases the adhesion of the coating to achieve the purpose of strengthening the work piece.
Shot blasting machine is different from peening, which is used to reduce the fatigue life of parts, increase different surface stresses, increase the strength of parts and prevent fretting.
1. Application of shot blasting machine:
① Surface cleaning
Shot blasting equipment is first aimed at casting steel in the foundry industry, removing sand and oxide scale from the surface of cast iron parts.
Almost all steel castings, gray castings, martensitic steels and ductile irons need to be shot blasted. This is not only to remove the oxide scale and sticky sand on the surface of the casting but also an irreplaceable preparation process before the quality inspection of the casting. For example, shot blasting must be strict and performed to ensure the reliable inspection results before the non-destructive inspection of a large gas turbine casing. The surface cleaning of non-ferrous metal castings, such as aluminum alloys and copper alloys, in addition to removing oxide scale and finding surface defects of castings, the main purpose is to remove the burrs of the die castings by shot blasting and obtain surface quality with decoration significance. In steel manufacturing, shot peening or pickling is a process method for mechanically or chemically removing phosphate skins to ensure high orientation in mass production of steel. In the production of silicon steel sheets, stainless steel sheets, and other alloy steel sheets and strips, annealing or blasting must be performed during the cold rolling process to ensure the surface roughness and thickness accuracy of the cold rolled steel sheet.
②Strengthen the work piece of shot blasting machine
According to modern metal strength theory, the main direction to improve the metal strength is increase the dislocation density inside the metal. The practice has proven that shot blasting is an effective method to increase the structure of metal dislocations. This is of great significance for some metals that cannot be further strengthened on the basis of phase transformation hardening (such as martensitic quenching, etc.) or on the basis of phase transformation hardening. The aerospace, aerospace industry, automobiles, tractors and other parts require lighter weight, but the reliability requirements are getting higher and higher. The important process measure is to use shot blasting to improve the strength and fatigue strength of components.
2. Shot blasting machine model classification
The shot blasting machine is divided into inclined drum type, hook type shot blasting machine, rotary table type shot blasting machine, roller through type shot blasting machine, stone shot blasting machine and shot blasting strengthening machine according to the structure of the casting carrier.
Tilting drum type and chain plate type shot blasting machine are suitable for cleaning small and medium-sized castings without fear of collision. The drum-type shot blasting machine relies on the spiral guide ribs in the barrel to make the casting turn over and run forward. The chain plate type shot blasting machine makes the casting turn and run through the movement of the chain plate. Rotary, trolley and hanging shot blasting machines are used to clean large and medium-sized castings. Usually, a fixed shot blasting chamber is provided. The cleaned castings are rotated or moved in the shot blasting chamber. The shot blasting room is generally equipped with several shot blasting machines, which are installed at different positions and throw the projectiles from different directions to improve the cleaning efficiency and quality of the shot blasting machine. The hanging shot blasting machine can be equipped with several hooks on the catenary according to the needs of the castings to be cleaned. During the cleaning, the castings are hung on the hooks, and they can flip themselves while running forward. Castings are loaded and unloaded outside the blasting room and cleaned indoors.
It can be divided into intermittent and continuous shot blasting machines according to the working system.
Shot blasting machine is mainly composed of 4 parts:
①Shot blasting machines generally use high-speed rotating impellers to projectiles in a certain direction under the action of high centrifugal force. During the working process, some shot blasters can swing or move up and down at a certain angle.

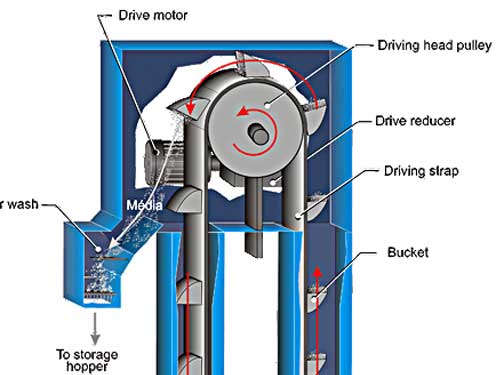
② projectile collection, separation and transportation system.

③The load-bearing body that enables the casting to continuously run and flip during the shot blast cleaning process.

④ Dust removal system.

Shot blasting machine equipment is mainly composed of shot blasting machine, wear-resistant rubber ring belt, auger, lifting, separator, feed conveying, dust remover, and cleaning machinery.
The drum type shot blasting machine mainly uses the high-speed rotating impeller to throw the projectiles onto the continuously turned work piece in the drum, so as to achieve the purpose of cleaning the work piece, which belongs to the scope of casting machinery. It is suitable for sand removal, rust removal, descale and surface strengthening of castings and forgings below 30 in various industries. Drum blasting machine is suitable for cleaning various castings and forgings that are not afraid of collisions and scratches. It is an ideal equipment for cleaning residual sand and oxide scale on the surface of work pieces in small heat treatment workshops. There are mainly rollers, separators, shot blasters, hoists, Geared motor and other components.

Steel shot blasting machine
The steel plate shot blasting machine is used for derusting and painting the surface of steel plates and section steels in the steel prefabrication workshop of the shipyard. It is mainly used to derust the steel surface that need to be pretreated and spray shop primer. Through the pretreatment of the steel, the surface rust, oxide scale and dirt are removed, so that the steel has a clean and certain surface, so as to enhance the adhesion between the paint film and the surface of the steel, thereby ensuring the anticorrosive coating quality of the steel. Workshop primer, so that the steel will no longer be damaged by secondary pollution during the processing, and a clean, rust-free and pollution-free surface is reserved for the final coating operation to ensure the coating quality.
Process flow:
Loading rollers → shot blasting and derusting → spraying primer → drying → feeding rollers

Tumble Belt shot blasting machine
The tumble belt shot blasting machine is suitable for multi-variety, it can be finish Surface derusting and shot peening for mass production work pieces. The part must be cleaned without fear of collision, and castings and heat-treated which weighing less than 150 kg. The machine can be used not only as a single machine but also as a part of line. It belongs to the scope of foundry machinery. Automatic: Put the work piece into the rubber crawler roller, the operator clicks the "Run" button, the shot blasting chamber door is pneumatically closed, the shot blasting cleaning starts, the crawler runs forward, continuously rolls, and the high-efficiency steel shot passes through the slip on the crawler Hole screw conveyor, and then convey the steel shots to the bucket elevator, which is lifted to the separator by the bucket elevator, and is stored for use after being separated. After the shot blasting is completed, the door of the shot blasting chamber is automatically opened and the track is reversed, until the work piece is unloaded. Application range are include die-casting, precision casting and precision forging, etc.They can remove oxide scale on heat treated parts, castings, forgings, strengthening of the spring , descaling and pre-treatment of fasteners.

Hook type shot blasting machine
Hook type shot blasting machine is standard size of shot blasting machine. Its working diameter is from 900 to 1300 mm, and the height is from 1300 to 2200 mm. Standard size with 2-7 shot heads, the maximum load capacity is up to 10,000 kg. This shot blasting machine has a very high production efficiency and a large span. It is an ideal cleaning and strengthening equipment, and is easy to operate. It only needs to be processed and load the work piece on the machine, click the start button, through a short time (usually 5-7 minutes), the entire cleaning process can be completed. You will find all the dust and residual pellets are removed, which is mainly suitable for various medium and large Surface treatment of castings, forgings, weldments, heat-treated parts, including fragile and irregularly shaped work pieces.

Gear reinforced shot blasting machine
Rotary blasting machine is mainly suitable for surface cleaning of small and medium-sized work pieces in mass production. This type of equipment is suitable for engine connecting rods, gears, diaphragm springs, etc., and is widely used in casting and automobile manufacturing. It has the characteristics of high production efficiency, good sealing effect, compact structure, convenient loading and unloading parts, and high technical content.
1. Material, 20CrMnTi 30CrMnTi Surface hardness 58-62HRC
2. Part processing range: Φ700 × 1000mm
3. Capacity:
LCQ85AL.01-006 planetary gear is more than 18000 pieces / month
LCQ85AL.01-012 more than 6000 solar wheels per month
4. Beat: 5-8min / time. Can be cleaned 15-20 pieces at a time
5. Steel shot: wire cut round G2 particle size: 0.6 hardness ≥ 65HRC
6. Shot Strengthen hardness: ≥0.45mm A
7. Maximum residual compressive stress {residual compressive stress under the tooth root (0.025-0.06mm)}> -800MPa
8. Projectile coverage: ≥100%

Overhead rail shot blasting machine
It is suitable for shot blasting of large and small work pieces. The work piece can run continuously or step by step with the hanging chain or adopt advanced accumulation push-type overhead rail conveying work, so that the work piece is stopped in the loading and unloading and shot blasting areas, then the fixed-point loading and unloading and fixed-point shot blasting processes are realized. The lifting weight is 50-2000kg, the production efficiency is high and the operation is reliable, the work pieces with more complicated surfaces and inner cavities, such as the engine block, cylinder head, and motor shell, have a better cleaning effect. It is ideal for industries such as automobiles, tractors, diesel engines, motors, and valves. The overhead rail shot blasting machine can be divided into continuous, stepping, and accumulation according to its hanging chain moving method. According to the chain arrangement, it can be divided into single stroke, double stroke and multi-stroke.
The continuous method is a work method in which the work piece is suspended on a chain hook and continuously passes through the shot blasting chamber at a uniform speed. After entering the cleaning chamber, the work piece is rotated while advancing and driven to receive cleaning.
The step type is to group the work suspension hooks (usually a group of 3 hooks). The number of hooks is based on the customer's working frequency and the length of the entire cleaning line. Its working sequence is feeding → waiting → shot blasting (rotation) → waiting → feeding → waiting → feeding.
The accumulation type is an unloaded trolley parked at a fixed point in the loading area of the work piece to wait for loading. The stopper automatically will be release when the loading work is completed. The trolley runs before the shot blasting room and the trolley is in a waiting state at this time. The work pieces suspended by a group of trolleys in the shot blasting room are being shot cleaned and strengthened at the same time. When the shot blasting car leaves the shot blasting room after the shot blasting work is completed, the waiting area stopper automatically releases and the car enters the shot blasting stage and the next car is waiting at the same time. When the work of the car is cleared (strengthened), it automatically runs Waiting area, waiting for blanking. In this way, the cycle works continuously.

Roller Conveyor Shot Blasting Machine
The roller conveyor shot blasting machine is mainly used for surface cleaning of steel structural parts、profiles、steel pipes、steel plates、steel bars. It have high efficiency and low cost.
The roller conveyor shot blasting machine is mainly used to construction and other industries. It is used for eliminate stress and remove surface rust of large I-Beam and more higher dimensions H-Beam steel structures. During the cleaning process the adjustable speed roller conveyor controlled by the electricial system and then sent the steel structure and steel into the shot blasting chamber. Every surface of the workpiece are hit and rubbed by strong and intensive projectile from different coordinate directions, so that the oxide skin ,rust layer and dirt on it fall off rapidly, and the steel surface has a certain smooth and hardness, improve the adhesion between the paint film and the steel, improve the inner quality of the steel and extent its service life. It need load and unload the workpieces on the roller conveyor at both sides of the cleaning room. The abrasive and dust falling on the steel are cleaned by the pulse back blowing device. The mixture of abrasive and dust is conveyed to the chamber funnel by the recovery screw and collected in the lower part of the elevator by the vertical and horizontal screw conveyor, and then lifted to the separator on the top of the machine. The separated pure steel shot falls into the separator hopper for circulation of the shot blasting machine. The dust generated during the shot blasting is sent to the dust removal system by the exhause pipe. The purified gas is discharged to the atmosphere and the granular dust is collected in the dust removal device. The clean is discharged into the atmosphere.
Paver Blocks Shot Blasting Machine
The paver blocks shot blasting machine, as its name is a kind of shot blasting machine mainly for cleaning stone materials . It include: marble, artificial stone ,granite, kerbstone, ground brick, cement brick, pavement brick and so on. After treatment the stone surface has high antislip performance ,good flatness and strong 3D sense. It received high praise by customers. The paver blocks shot blasting machine is the latest development of new shot blasting machine, which has high efficiency ,low cost ,good dust removal effect and comforms to the national environmental protection standard.
The paver blocks shot blasting machine is high function and continuous operation cleaning with continuous feeding and large batch processing. During the cleaning process the adjustable speed rollerconveyor controlled by the electricial system and then sent the workpieces into the shot blasting chamber. Every surface of the workpiece are hitted and rubbed by strong and intensive projectile from different coordinate directions, so that the oxide skin and dirt on it fall off rapidly, and the steel surface has a certain smooth. The abrasive and dust falling on the workpiece are transported to the
circulation system by the recycling screw. It need load and unload the workpieces on the roller conveyor at both sides of the cleaning room.
Working conditions of shot blasting machine
1、The unevenness of working surface <20mm; No water and relatively dry; Slope<25°
2、Ambient temperature:-20℃~60℃;Steel plate surface temperature is more than 3℃ above dew point.
3、Humidity:
a The relative humidity of steel surface when shot blasting is not more than 90%
b、The relative humidity of concrete shot blasting is not more than 95%
4、Altitude: 0~3000m;Don’t operate in rain or snow
Working efficiency
Cement brick : working efficiency:400-600㎡/h
Steel plate :steel plate quality grade SA 2.5-3 : Speed SA 2.5 about 4 m/min, SA3 about 3 m/min ; Processing area per hour SA2.5 about 75-100 m/h
Derusting grade standard of shot blasting machine
According to the international standard GB8923—88< Rust grades and preparation grades of steel surfaces before application of paints and related products> divides the derusting grades of shot blasting machine into four grades,which are demoted by ‘SA’
SA1 Mild spray or shot rust removal. There is no visible grease or dirt on the steel surface ,there is no loose oxide skin ,rust, paint coating and other attachiments.
SA2 Fully spray or shot rust removal. The steel surface of grease and dirt, oxidation skin, rust and other attachments have been basically removed , the residue should be firmly attached. The projection dents formed after shot blasting on steel surface and the antislip coefficient reaches 0.35~0.45.
SA2.5 Spray or shot rust removal very thoroughly. The steel surface should be no visible grease and dirt, oxidation skin, rust and other attachments and any remaining traces should only be slight spots or stripes. The projection dents formed after shot blasting on steel surface and the antislip coefficient reaches 0.45~0.5.
SA3 Spray or shot rust removal to make the steel surface clean. The steel surface should be no visible grease and dirt, oxidation skin, rust and other attachments and the surface should show a uniform metallic luster.
Operating procedures
1、The operation of the equipment strictly in accordance with the fixed personnel and post training ,and be familiar with the performance and characteristics of the machine.
2、Familiar with the operation procedures, operation, maintenance and repair in the operation manual of shot blasting machine.
3、The operator must check whether the various switcher of the control cabinet(panel)are in the required setting position(including each power switch)before starting the machine, so as to avoid misoperation, damage to electrical and mechanical equipment and cause equipment accidents.
4、No local operators should not operate or touch the electrical switch control area and should not be close to the local working area, in order to avoid accidents.
5、The operators must wear protective work clothes and glasses.
6、The operators should pay more attention to the instructions of various instruments on the panel when starting the machine. When the instructions of all instruments reach the normal value, the operator can operate the small crane(roller conveyor)to enter the working procedure. If find a large error (abnormal)of individual instrument indication, shut down the machine immediately. After checking the fault, it can start up normally.
7、During the operation of the equipment, the operator must inspect the equipment to check whether there is any abnormal sound and overheating of each part. When serious faults are found in the equipment during operation, press the ‘Emergency Stop’ button to stop the equipment for repair, and cooperate with professionals to remove the equipment faults.
8、The operators must carry out daily and weekly maintenance (including lubrication) for the equipment according to ‘equipment management’. Clean the dust and sundries in the dust collector in time every week to avoid affect the dust removal quality and ensure the intact rate of the equipment.
9、The operators must ensure civilized and safe production and strictly implement the shift system.
10、After the work is completed cut off the power switch of the machine immediately, so as not to make the equipment in operation, and then clean up the work place.
Application of the shot blasting machine
The shot blasting machine was first used to remove sticky sand and oxide skin from casting and forgings. It mainly use high speed rotating impellers to throw out the abrasive and hit the surface of the parts at high speed to meet the requirements of surface treatment. The speed of the abrasive is 50-100 nds.
With the introduction of new international code for ballast tank coating, the requirements and standards of the ship plate coating should be clearly included into the classification requirements. There are higher requirements for the anticorrosive performance and service life of the ship plate coating to ensure the safety of the ship structure.
There is a more strict and clear guide for matching and coating construction quality control of new shipbuilding. Therefore, some technical problems need to be solved in the treatment of steel plate strength by shot blasting machine, which involves the speed ,quality and other technical details . Engineers need to be involved in more reasonable structure of shot blasting machine .In order to meet the needs of development, engineers are constantly reforming the structure of shot blasting machine, so as to maximize the use of effective shot blasting machine for all industries.
Among them, the roller conveyor shot blasting machine plays a great role in ships , high speed rail construction and chemical machinery. The shot blasting machine belong to the plane roller table; the running speed is stepless variable frequency speed regulation and the load per meter is 1000KG.
Note: The total length of the rollers is 37.5m, the distance between the rollers is 800-1000mm
Actuating device
The roller drive adopts flexible angle drive. The planetary reducer transmission is used to obtain the required speed. The cleaned workpieces on the drive roller is driven by the drive chain wheel through the chain and moves continuously along the track.
The roller table is made of special high strength φ152mm seamless steel pipe with a maximum load of 1000 kg/m. The conveying roller table is composed of input roller table , shot blasting chamber roller table and output roller table.
The input and output roller shafts are made of high quality carbon steel seamless steel pipe welded with the quenched and tempered shaft head. The shape and installation dimension are processed after welding, which not only ensures the load of 1 t/m, but also ensures the coaxiality.
The roller table in the chamber is made of high chromium molybdenum special iron protective sleeve after heat treatment, which effectively extends the service life and reduce the maintenance rate. Both ends of the bearings adopt labyrinth protection, which prevents the instrusion of dust and broken projectiles and improves the service life of the bearings.
Cause of oil leakage
How to deal with the oil leakage of the shot blasting machine? For the use of the shot blasting machine, oil leakage often occurs. For example , there is a series of oil leakage from the connecting shaft of the shot blasting machine and the transmission system reducer. Then how should we deal with these sudden oil leakage? First of all, let’s talk about the solution to the oil leakage from the transmission shaft of the shot blasting machine, turn off the machine to find out the oil leakage position and replace the internal sealing gasket in time.
Reasons and measures: If the shaft and the hole are worn each other, the shift lever shaft and clutch handle shaft of the starter can be cut out of the sealing ring groove on the lathe and the sealing rubber ring of corresponding size can be installed. If the rubber ring of the decompression shaft is aged and invalid, replace it with a new one. How to deal with the oil leakage of the engine switch of the shot blasting machine? The switch includes water valve, fuel tank switch and gasoline switch. If the ball valve is worn or rusted, the rust between the ball valve and the seat hole should be removed and a suitable steel ball should be selected for replacement. If the sealing packing and fastening thread of the engine of the shot blasting machine are damaged, repair or replace the fastener and the sealing packing. If the taper joint surface is not tight, fine valve sand and engine oil can be used for grinding.
Track identification of shot blasting machine
The crawler shot blasting machine formerly known as chain plate shot blasting machine, its suitable for cleaning small and medium size castings that are not afraid of collision. Because its structure is mainly a metal chain plate that can be operated in the forward and reverse directions, with a left and right disc forming a concave space that can accommodate castings. The shot blasting machine can realize the cleaning and strengthening of workpieces by spraying steel shot from the top of the space .The steel shot and cleaning objects flow down from the gap between chain plate and the hole on the chain plate and achieve recycling.
Because of the machine uses steel chain plates continuous collisions occur between steel castings and steel chain plates during operation. The noise generated is relatively large, which easily causes operator fatigue and disturbs the surrounding environment. At the same time some softer copper and aluminum parts are also easy to be damaged by steel chain plate.
Compared with the steel chain track, the rubber crawler shot blasting machine has the characteristics of low product cost, simple assembly process and rapid replacement, but the main advantage is that the rubber has high elasticity ,almost no noise in the use process, various soft metal parts rolling on the rubber track will not produce collision damage and the quality can be guaranteed. Recent years the rubber tracks have a tendency to replace metal tracks.
Because of there are many manufacturers of shot blasting machine ,they have different size so you need pay more attention when you select the model. It is necessary to read the machine manual and select the model according to the instructions. If necessary you can consult the crawler manufacturer, because the professional crawler manufacturer generally has the technical specifications and inventory of various types of crawler shot blasting machine.
Operational safety
1、It is forbidden to operate the shot blasting machine without protective equipment.
2、When adding and recovering steel shot, the dust removal fan, horizontal screw ,bucket elevator and vertical screw must be turned on first.
3、Periodically turn on the pulse back blowing to remove dust. After shutdown extend the pulse back blowing time of dust removal for 30 minutes .
4、It is forbidden to turn on each control switch continuous in a shot interval. Prevent excessive current from burning the instrument.
5、Regularly check the wear condition of each wear resistant part and regularly clean the garbage at the filter screen and ball valve.
6、In the process of hoisting the body should not be under the component and try to avoid the falling direction of the component. Pay attention to the hoisting safety
7、Pay attention to slip and fall
This article was provided by www.shotblastpro.com.


 English
English  français
français  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  ไทย
ไทย  Polska
Polska  română
română